输送机配件使用过程中不耐用是为什么呢?
 日期:2020-12-30
日期:2020-12-30
 浏览量:2932
浏览量:2932
近期,小编了解到某石灰石矿两条13km的带式传输系统,承载每年近400万吨胶带的运输任务,自2015年开始,每年消耗的托辊成本在45万元左右,如表1所示:
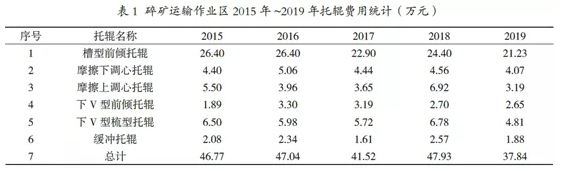
2015年-2019年碎矿输送机费用统计
从整个托辊费用在全年费用占比情况来看,排在第一位的是槽型前倾托辊,占全年托辊费的56%,第二位的是下V型梳型托辊,占全年托辊费的12.7%,如图1所示。所以,要想降低托辊费,就需要先从降低这两种托辊损耗开始。(新闻推荐:输送机配件的包装设计必须要注意的细节)
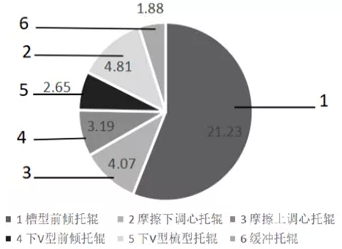
2019年碎矿输送机胶带系统托辊费用占比图
一、原因分析
根据经验和查找资料找出槽型前倾托辊和梳形托辊损坏的原因如下:
(1)托辊筒皮磨损
主要是托辊中部磨损至断裂,有的托辊与输送带边缘接触处磨损也会致使断裂。
主要原因:①托辊旋转阻力大,托辊与输送带之间摩擦阻力大,造成摩擦;②托辊旋转方向与输送带运行方向存在偏角,形成偏转摩擦阻力造成磨损;③托辊自身运行环境恶劣,造成其与物料或其他物品直接接触等摩擦。
(2)托辊轴承损坏
主要是托辊轴承转动不灵活,出现轴承点磨损,也有严重的锈死致使托辊不转动。
主要原因:①托辊选型不合理,导致轴承寿命到期损坏;②托辊轴承密封效果不好,造成润滑脂污染,导致轴承润滑不良而损坏;③托辊组装充填润滑脂量少或润滑脂质量不好,造成润滑失效而损坏;④整机设计不合理,托辊产生共振,加速轴承损坏。
(3)托辊弯曲变形损坏
形式比较复杂,主要是托辊轴弯曲变形大,偏转角太大从而造成轴与轴承座摩擦,也易造成托辊密封损坏。
主要原因:①托辊选型不合理,不能满足强度和刚度要求,经检查不存在此类情况;②整机设计不合理,只是局部托辊受力较大,造成过载而变形损坏,胶带机角度变化大,造成局部托辊受力较大以及托辊支架掉落造成其余托辊受力变大的情况。
托辊的其他损坏形式如筒皮与轴承座脱焊、裂开,轴承脱出等。
二、采取措施
针对上述原因,制定实施计划以达到减小托辊损耗的目的。
(1)进行托辊更换周期统计和现场勘查,尤其是对上托辊损坏频繁的部位进行检查,对皮带支架高低起伏、左右不平、支架安装稀少、安装不正等问题进行整改,使整机设计及托辊布局更合理,避免局部受力过载现象的发生,减小凸弧段托辊的布局间距,增加托辊数量,减少单个托辊的受力,达到槽型前倾托辊和梳形托辊使用寿命延长的目的。
(2)对带式输送机生产线沿线积灰、积矿掩埋或接触到托辊的现象进行整改,清理积灰、积矿,改善托辊运行的恶劣环境,避免托辊与物料或其他物品直接接触等摩擦,延长托辊使用寿命。
(3)用更换下来的废润滑油浇到托辊的轴承一侧,这样就使里面的轴承的润滑增加了,在减少因缺油轴承磨损、导致托辊不转或轴承损坏,一般都可以让托辊的寿命至少增加一倍。

(4)将筒皮和托辊轴及轴承座完好的坏摩擦调心托辊进行拆解,将原先的深沟球轴承更换为相应尺寸的圆锥滚子轴承进行修复,因为此类托辊损耗的原因主要是托辊配件同轴度太差,造成滚动轴承咬死、增加阻力,降低使用寿命。
更换后会有一定的同轴度准许调整范围,以解决此类托辊加工存在的问题,修旧利废,达到节约成本的目的。
(5)对托辊表面粘接的粉尘采用洒水清洗的方式清除,减少托辊在运行过程中的振动,减轻对轴承的冲击,延长使用寿命。
上述措施主要从改善托辊的使用环境来减少磨损,延长寿命。而除了使用环境外,托辊自身质量的好坏才是决定其使用寿命的根本,后期改善使用环境则需要付出大量的人力物力,所以大家在选购时要多加留意。











 联系电话:400-9922-918
联系电话:400-9922-918 公司地址:深圳市宝安区松岗街道碧头第一工业区碧朗路35号
公司地址:深圳市宝安区松岗街道碧头第一工业区碧朗路35号

